生产环境的致病菌监控
讲座导师简介:
张洪沂,硕士,3M中国有限公司 金博宝188官网注册部门资深技术工程师。2008年毕业于上海海洋大学,获食品科学硕士学位,主要从事 金博宝188官网注册检测方向的研究。她在 食品检测领域工作了8年,并且有研发、技术支持和培训等多个职能的工作经验。在食品行业,她在微生物危害控制,微生物检测方法,加工设备与环境清洁监控以及食品质量管理方面有广泛经验。张洪沂一直工作在微生物检测与ATP荧光检测技术应用前沿,并借助其深厚的技术知识背景,为包括乳品、肉制品、海产品、加工食品等各类客户解决了在生产检验中遇到的各种问题。
“对于生产和加工环境中的采样是用来确认和预防食品中出现治病性微生物非常有用的工具”—欧盟《食品微生物标准》(2073/2005/EC)。在食品生产车间卫生环境方面,国内企业更加注重对指示菌和清洁设备的监控,对于从整体生产环境监控致病菌的措施较少。为了帮助企业有效从应对食品污染前移到预防污染,实时掌握生产线和卫生区域的动态信息,并与国际监管机构推荐的环境监控措施接轨,《金博宝188官网注册 导刊》、食安中国网开办的“食安大讲堂”邀请到了3M中国金博宝188官网注册 部门资深技术工程师张洪沂老师。课堂上,张洪沂老师以“生产车间的致病菌环境监控”为题,为百余名线上同学讲述了致病菌环境监控的实施方法。
 为何要进行环境微生物监测?
为何要进行环境微生物监测?
讲堂中,张洪沂首先介绍了环境监控的重要意义。据她介绍,微生物污染是食品污染的一种,即食品受到外来的多种微生物作用而引起的污染。由于微生物分布广泛,工作人员、水、空气、生产线、原料、产品接触面、包装、工器具等都是食品生产车间的污染源。卡地夫威尔士大学的Chris Griffith教授在2008年的一份报告中表示,在生产车间中即食食品和清洁工具上分别检测出相同基因型的菌株,菌株从生产环境转移到了食品中。相关分析表明,在加工环境中存在的某种微生物有70%的机会进入到食品。
从终产品的检测转移到环境监控是一种概念的转换。以往人们经常强调以终产品的检验来保证产品质量,当检测不合格时加大抽样比率,这种方式无形中增加了实验室的压力。另外,业内人士经初步统计认为,仅对终产品进行检测其漏检概率较大。数据显示,如果某批样品污染的比例为0.5%,当检测员从这批样品中抽取3个,产品的漏检率是99%;即使抽检量上升到240个,漏检概率依然高达30%。如果产品不合格率小于1%,那么从众多产品中抽取到问题产品的概率非常低。
在国际上,对于生产卫生环境监控的政策趋势推动企业将注意力从应对污染转移到预防污染上。据张洪沂介绍,以美国为例,2011年颁布的美国食品现代法案(简称“FSMA”)第103部分—“强制预防控制”中涵盖了5个项目:环境监控、环境卫生和清洗、过敏原控制、减轻危害、供应商验证,其中前3个项目都与环境控制相关。在欧洲,欧盟《食品微生物标准》2073/2005明确规定需要对生产商进行环境监控,以应对即食食品的单增李斯特氏菌风险与婴儿配方食品或用于6个月以下特殊医学用途婴儿配方食品的阪崎肠杆菌风险。在中国,大家熟悉的2013年版《食品生产通用卫生规范》中增加了附录A“食品加工环境微生物监控程序指南”,对指示菌和致病菌的检测提出了建议,随之各行业增加了相应的生产规范。越来越多的国家,越来越多的企业,都逐渐重视到生产环境微生物的监控。
微生物的环境监控主要分为3个部分,指示菌监控、致病菌监控和快速卫生监控,不同的监控项目有着不同的监控意义。致病菌的监控方面,主要是为了快速寻找并消灭李斯特菌、沙门氏菌等致病菌。区别于指示菌监控保证 食品卫生的意义,监控致病菌更强调预防食物中毒现象发生。对此,ICMSF(国际食品微生物标准委员会)认为:“不能阻止致病菌污染生产设备,监控的目的是减少致病菌的存在”。对于致病菌的环境监控本身不能阻止致病菌污染设备或产品,其最大的目的是减少致病菌的存在,降低产品受到微生物或者受到致病菌污染的风险,强调从风险控制的角度来管理生产环境。
致病菌环境监控的实施方法
监控生产环境的致病菌首先要选择出监测项目。面对繁多的致病菌种类,监测项目应怎样选择呢?对此,张洪沂提出了两点建议。第一,可以参考对终产品的致病菌检测项目,以此确定环境监控的检测项目。第二,根据科学证据或历史数据选择检测项目,比如冷饮中的李斯特菌、巧克力制品中的沙门氏菌等。
低水分活度食品原料易受沙门氏菌的污染,如巧克力、坚果及制品、乳品成分及混合物、干制肉制品及副产品,灭菌后包装前的任何产品都有可能引起微生物污染。以沙门氏菌为例,张洪沂为现场听众讲述了致病菌环境监测的实施方案。方案包括5个步骤。首先,确定生产车间是否需要进行致病菌监控(是否是微生物敏感产品)。其次,设计文件化要求和指导书,包括:确定监控的目标菌,监控涉及的产品或加工过程,确定取样点、频率和取样方法,测试方法和可接受的标准,纠偏行动计划,培训。再次,决定样品在哪里测试。然后,测试方法是否正确。最后,建立相应的纠偏措施,保留记录。
区域划分及采样点是课程中的重要概念。张洪沂介绍,不同于平时“洁净区”和“非洁净区”,本次介绍的车间分区原则是根据某个位点或区域可能对成品造成污染的相对程度来划分。国际上通常将生产车间分为4区,称为区域1(Zone 1)、区域2(Zone 2)、区域3(Zone 3)、区域4(Zone 4)。区域1是直接接触终产品的地方,例如员工手、传送带/铲斗、切片机、卸物槽、填充器等。区域2是临近产品(终产品区域)的非产品接触表面,例如设备外表、制冷设备、框架、设备护盖(仪表板的按钮、操作按钮)、围裙、拖布把手、手套、称重控制数据输入等。区域3是在距离产品接触表面较远的加工厂房(原料加工区)里的非产品,例如手推车、有轮的设备、叉车、墙、地沟、地板等。区域4是在加工厂房外距离产品接触表面较远的区域,例如廊、浴室的门、自助餐厅、冷却器等。
 在检测中,通常使用的采样工具是生理盐水湿润过的棉签,但是致病菌不同于指示菌,存在量较小,小面积难以采集。所以为确保致病菌的顺利采集,在进行环境致病菌监控时应采用海绵,并达到10×10cm的涂抹面积。针对致病菌的采集,3M专门研发了在外形上有带手柄、带手套区别的两款纤维素材质涂抹海绵。3M
TM海绵涂抹类产品配有预置中和缓冲液,其精心设计的红色垂条可方便开袋且防止污染,蓝色无菌手套和开封条使之更易识别,双层聚乙烯碾压无菌袋增加双倍强度,伽马辐照灭菌,无灭菌剂残留。由于工厂内使用的消毒剂对目标菌的采集与生长会产生影响,故需用中和缓冲液来中和残留的消毒剂,便于加大环境样品的检出率。不同中和缓冲液对于消毒剂的中和效果不一样,例如letheen肉汤对于含季铵盐,碘、氯化合物,酚化合物的消毒液有很好的中和效果。D/E肉汤对于消毒剂普遍含有的化合物都有很好的中和效果。
在检测中,通常使用的采样工具是生理盐水湿润过的棉签,但是致病菌不同于指示菌,存在量较小,小面积难以采集。所以为确保致病菌的顺利采集,在进行环境致病菌监控时应采用海绵,并达到10×10cm的涂抹面积。针对致病菌的采集,3M专门研发了在外形上有带手柄、带手套区别的两款纤维素材质涂抹海绵。3M
TM海绵涂抹类产品配有预置中和缓冲液,其精心设计的红色垂条可方便开袋且防止污染,蓝色无菌手套和开封条使之更易识别,双层聚乙烯碾压无菌袋增加双倍强度,伽马辐照灭菌,无灭菌剂残留。由于工厂内使用的消毒剂对目标菌的采集与生长会产生影响,故需用中和缓冲液来中和残留的消毒剂,便于加大环境样品的检出率。不同中和缓冲液对于消毒剂的中和效果不一样,例如letheen肉汤对于含季铵盐,碘、氯化合物,酚化合物的消毒液有很好的中和效果。D/E肉汤对于消毒剂普遍含有的化合物都有很好的中和效果。
3M 海绵采样棒的不同中和液
 对于采样程序张洪沂介绍,环境采样有两种检测方法。第一是直接检测目标菌,比如在车间直接检测沙门氏菌。第二是检测潜在致病菌的指示菌,比如在李斯特菌属中单增李斯特能够引起人类疾病,而其它李斯特菌不引起人类疾病,对于整个李斯特菌属的控制能够加强对单增李斯特致病菌的控制。需要强调的是,菌落总数主要作为加工环境的卫生指标菌,不能作为致病菌的安全指示,两者没有直接关系。由于环境监控需要尽可能快速出结果,建议厂商进行快速检测。采样操作人员应是经过适当培训、有资质的人员。采样面积越大越好,至少达到900cm
2,若存在消毒剂则需考虑中和缓冲液(e.g.D/E中和缓冲液)。另外,在区域1中,若采样工具已预润湿,则采样完后需用含酒精的消毒剂处理,将海绵或采样棒用无菌手套取出后再放回到采样袋或容器中并作标记方便区分。
对于采样程序张洪沂介绍,环境采样有两种检测方法。第一是直接检测目标菌,比如在车间直接检测沙门氏菌。第二是检测潜在致病菌的指示菌,比如在李斯特菌属中单增李斯特能够引起人类疾病,而其它李斯特菌不引起人类疾病,对于整个李斯特菌属的控制能够加强对单增李斯特致病菌的控制。需要强调的是,菌落总数主要作为加工环境的卫生指标菌,不能作为致病菌的安全指示,两者没有直接关系。由于环境监控需要尽可能快速出结果,建议厂商进行快速检测。采样操作人员应是经过适当培训、有资质的人员。采样面积越大越好,至少达到900cm
2,若存在消毒剂则需考虑中和缓冲液(e.g.D/E中和缓冲液)。另外,在区域1中,若采样工具已预润湿,则采样完后需用含酒精的消毒剂处理,将海绵或采样棒用无菌手套取出后再放回到采样袋或容器中并作标记方便区分。
以沙门氏菌为例,沙门氏菌的主要检测区域为2、3、4,对区域2、3的采样频率大于区域4,通常为10~15个样品/周,而区域4为5~10个样品/月,并取决于区域的面积。区域2、3、4的采样可不中断生产,应贯穿整个生产周期(如生产刚开始时、生产开始3~4小时后、生产结束前)。由于生产环境良好的车间很难在区域1检出沙门氏菌,所以对于区域1的致病菌检测只有在特殊情况下才会进行,比如成品检测出了沙门、生产工艺改动、天花板漏水等。当进行区域1检测时,需要严格对产品实行扣留并独立于其他区域,直到检测结果表明没有问题时才能放行。
环境采样的位点与数量取决于该产品与工艺的风险水平。检测频率比较高的位点包括:使用水的区域、人流物流繁忙的区域、曾经检出过致病菌的区域、处理与储存易受到微生物污染的原料的区域。应关注灭菌后包装前的产品区域,该区域产品再污染的风险较高,并根据具体某天或某生产批次进行位点的轮换。
纠偏措施
矢量法涂抹采样的示意图一旦在某一个点检测出阳性结果,需要以“矢量涂抹采样法”在污染点的上下左右前后6个方向采集10~15个样品,以寻找污染轨迹、确认是否有扩散迹象。如果未检出阳性结果,对污染区域内进行消毒处理即可;如果在扩散点检出阳性结果,则需以新污染点为基础继续“矢量涂抹采样法”检测。消毒后的污染点需再次检测,3次检测结果内连续呈阴性为止。纠偏措施的主要目的是及时消除致病菌,这对于检测时间要求较高,建议选择快速检测。3M
TM24小时解决方案针对13项微生物检测项目提供专业测试片及设备。对于大部分致病菌检测项目可直接将检测样品夹在测试片上,放入培养箱培养即可。
课程的最后张洪沂介绍,在执行常规致病菌采样计划前,工厂应当提前制定好纠偏方案。纠偏方案包括:确定各区域及时纠偏措施的类型;确认沙门氏菌已在区域内被消除的行动措施;污染根源分析,以防止将来的污染。具体措施包括:重新检查人流物流方式,积极改造;检查操作程序(产品、卫生、维护和原料操作);根据需要重新设计和/或进行设备维护;开展擦洗地面或清洗顶部管道设备的清洁工作。一般情况下,在区域4偶尔发现沙门阳性属正常情况,如在2、3区域发现阳性情况则表明清洗和卫生程序需要加强。
张洪沂,硕士,3M中国有限公司 金博宝188官网注册部门资深技术工程师。2008年毕业于上海海洋大学,获食品科学硕士学位,主要从事 金博宝188官网注册检测方向的研究。她在 食品检测领域工作了8年,并且有研发、技术支持和培训等多个职能的工作经验。在食品行业,她在微生物危害控制,微生物检测方法,加工设备与环境清洁监控以及食品质量管理方面有广泛经验。张洪沂一直工作在微生物检测与ATP荧光检测技术应用前沿,并借助其深厚的技术知识背景,为包括乳品、肉制品、海产品、加工食品等各类客户解决了在生产检验中遇到的各种问题。
“对于生产和加工环境中的采样是用来确认和预防食品中出现治病性微生物非常有用的工具”—欧盟《食品微生物标准》(2073/2005/EC)。在食品生产车间卫生环境方面,国内企业更加注重对指示菌和清洁设备的监控,对于从整体生产环境监控致病菌的措施较少。为了帮助企业有效从应对食品污染前移到预防污染,实时掌握生产线和卫生区域的动态信息,并与国际监管机构推荐的环境监控措施接轨,《金博宝188官网注册 导刊》、食安中国网开办的“食安大讲堂”邀请到了3M中国金博宝188官网注册 部门资深技术工程师张洪沂老师。课堂上,张洪沂老师以“生产车间的致病菌环境监控”为题,为百余名线上同学讲述了致病菌环境监控的实施方法。

讲堂中,张洪沂首先介绍了环境监控的重要意义。据她介绍,微生物污染是食品污染的一种,即食品受到外来的多种微生物作用而引起的污染。由于微生物分布广泛,工作人员、水、空气、生产线、原料、产品接触面、包装、工器具等都是食品生产车间的污染源。卡地夫威尔士大学的Chris Griffith教授在2008年的一份报告中表示,在生产车间中即食食品和清洁工具上分别检测出相同基因型的菌株,菌株从生产环境转移到了食品中。相关分析表明,在加工环境中存在的某种微生物有70%的机会进入到食品。
从终产品的检测转移到环境监控是一种概念的转换。以往人们经常强调以终产品的检验来保证产品质量,当检测不合格时加大抽样比率,这种方式无形中增加了实验室的压力。另外,业内人士经初步统计认为,仅对终产品进行检测其漏检概率较大。数据显示,如果某批样品污染的比例为0.5%,当检测员从这批样品中抽取3个,产品的漏检率是99%;即使抽检量上升到240个,漏检概率依然高达30%。如果产品不合格率小于1%,那么从众多产品中抽取到问题产品的概率非常低。
在国际上,对于生产卫生环境监控的政策趋势推动企业将注意力从应对污染转移到预防污染上。据张洪沂介绍,以美国为例,2011年颁布的美国食品现代法案(简称“FSMA”)第103部分—“强制预防控制”中涵盖了5个项目:环境监控、环境卫生和清洗、过敏原控制、减轻危害、供应商验证,其中前3个项目都与环境控制相关。在欧洲,欧盟《食品微生物标准》2073/2005明确规定需要对生产商进行环境监控,以应对即食食品的单增李斯特氏菌风险与婴儿配方食品或用于6个月以下特殊医学用途婴儿配方食品的阪崎肠杆菌风险。在中国,大家熟悉的2013年版《食品生产通用卫生规范》中增加了附录A“食品加工环境微生物监控程序指南”,对指示菌和致病菌的检测提出了建议,随之各行业增加了相应的生产规范。越来越多的国家,越来越多的企业,都逐渐重视到生产环境微生物的监控。
微生物的环境监控主要分为3个部分,指示菌监控、致病菌监控和快速卫生监控,不同的监控项目有着不同的监控意义。致病菌的监控方面,主要是为了快速寻找并消灭李斯特菌、沙门氏菌等致病菌。区别于指示菌监控保证 食品卫生的意义,监控致病菌更强调预防食物中毒现象发生。对此,ICMSF(国际食品微生物标准委员会)认为:“不能阻止致病菌污染生产设备,监控的目的是减少致病菌的存在”。对于致病菌的环境监控本身不能阻止致病菌污染设备或产品,其最大的目的是减少致病菌的存在,降低产品受到微生物或者受到致病菌污染的风险,强调从风险控制的角度来管理生产环境。
致病菌环境监控的实施方法
监控生产环境的致病菌首先要选择出监测项目。面对繁多的致病菌种类,监测项目应怎样选择呢?对此,张洪沂提出了两点建议。第一,可以参考对终产品的致病菌检测项目,以此确定环境监控的检测项目。第二,根据科学证据或历史数据选择检测项目,比如冷饮中的李斯特菌、巧克力制品中的沙门氏菌等。
低水分活度食品原料易受沙门氏菌的污染,如巧克力、坚果及制品、乳品成分及混合物、干制肉制品及副产品,灭菌后包装前的任何产品都有可能引起微生物污染。以沙门氏菌为例,张洪沂为现场听众讲述了致病菌环境监测的实施方案。方案包括5个步骤。首先,确定生产车间是否需要进行致病菌监控(是否是微生物敏感产品)。其次,设计文件化要求和指导书,包括:确定监控的目标菌,监控涉及的产品或加工过程,确定取样点、频率和取样方法,测试方法和可接受的标准,纠偏行动计划,培训。再次,决定样品在哪里测试。然后,测试方法是否正确。最后,建立相应的纠偏措施,保留记录。
区域划分及采样点是课程中的重要概念。张洪沂介绍,不同于平时“洁净区”和“非洁净区”,本次介绍的车间分区原则是根据某个位点或区域可能对成品造成污染的相对程度来划分。国际上通常将生产车间分为4区,称为区域1(Zone 1)、区域2(Zone 2)、区域3(Zone 3)、区域4(Zone 4)。区域1是直接接触终产品的地方,例如员工手、传送带/铲斗、切片机、卸物槽、填充器等。区域2是临近产品(终产品区域)的非产品接触表面,例如设备外表、制冷设备、框架、设备护盖(仪表板的按钮、操作按钮)、围裙、拖布把手、手套、称重控制数据输入等。区域3是在距离产品接触表面较远的加工厂房(原料加工区)里的非产品,例如手推车、有轮的设备、叉车、墙、地沟、地板等。区域4是在加工厂房外距离产品接触表面较远的区域,例如廊、浴室的门、自助餐厅、冷却器等。

3M 海绵采样棒的不同中和液

以沙门氏菌为例,沙门氏菌的主要检测区域为2、3、4,对区域2、3的采样频率大于区域4,通常为10~15个样品/周,而区域4为5~10个样品/月,并取决于区域的面积。区域2、3、4的采样可不中断生产,应贯穿整个生产周期(如生产刚开始时、生产开始3~4小时后、生产结束前)。由于生产环境良好的车间很难在区域1检出沙门氏菌,所以对于区域1的致病菌检测只有在特殊情况下才会进行,比如成品检测出了沙门、生产工艺改动、天花板漏水等。当进行区域1检测时,需要严格对产品实行扣留并独立于其他区域,直到检测结果表明没有问题时才能放行。
环境采样的位点与数量取决于该产品与工艺的风险水平。检测频率比较高的位点包括:使用水的区域、人流物流繁忙的区域、曾经检出过致病菌的区域、处理与储存易受到微生物污染的原料的区域。应关注灭菌后包装前的产品区域,该区域产品再污染的风险较高,并根据具体某天或某生产批次进行位点的轮换。
纠偏措施

矢量法涂抹采样的示意图
课程的最后张洪沂介绍,在执行常规致病菌采样计划前,工厂应当提前制定好纠偏方案。纠偏方案包括:确定各区域及时纠偏措施的类型;确认沙门氏菌已在区域内被消除的行动措施;污染根源分析,以防止将来的污染。具体措施包括:重新检查人流物流方式,积极改造;检查操作程序(产品、卫生、维护和原料操作);根据需要重新设计和/或进行设备维护;开展擦洗地面或清洗顶部管道设备的清洁工作。一般情况下,在区域4偶尔发现沙门阳性属正常情况,如在2、3区域发现阳性情况则表明清洗和卫生程序需要加强。

相关热词搜索:
[责任编辑:]

 开拓科技创新,撬动橡塑业高质量发展
开拓科技创新,撬动橡塑业高质量发展
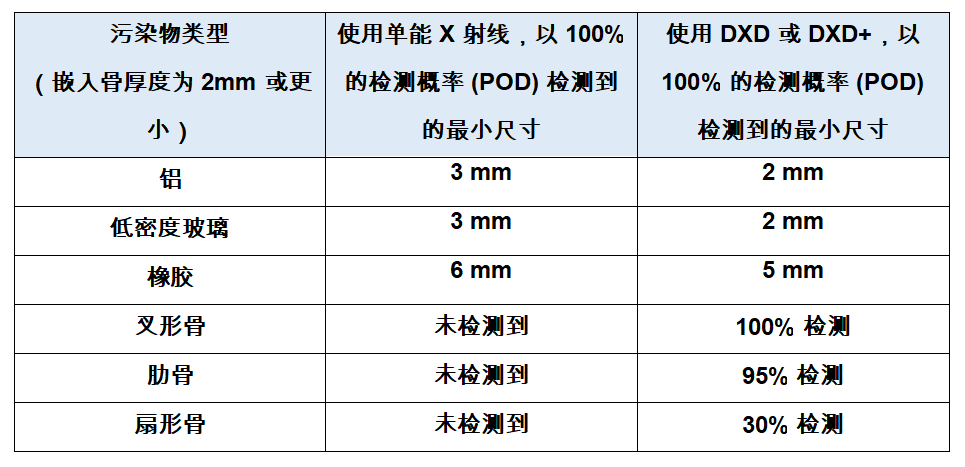 梅特勒托利多针对“难以发现”的污染物推出高品质X射线检
梅特勒托利多针对“难以发现”的污染物推出高品质X射线检
 探索婴幼儿辅食市场高质量发展之路,为宝宝成长保驾护航
探索婴幼儿辅食市场高质量发展之路,为宝宝成长保驾护航
 《金博宝188官网注册 最佳实践白皮书(2021-2022年)》四大主题发布
《金博宝188官网注册 最佳实践白皮书(2021-2022年)》四大主题发布
 挪帝克开设京东旗舰店 与京东全球购达成战略合作
挪帝克开设京东旗舰店 与京东全球购达成战略合作
 2019《金博宝188官网注册 导刊》杂志订阅返百元红包!
2019《金博宝188官网注册 导刊》杂志订阅返百元红包!
 METTLER TOLEDO将在Interpack上展示能够提高食品生
METTLER TOLEDO将在Interpack上展示能够提高食品生 《食品行业科技创新白皮书》重磅发布!
《食品行业科技创新白皮书》重磅发布! 沃尔玛金博宝188官网注册 协作中心首次发布《愿景报告》
沃尔玛金博宝188官网注册 协作中心首次发布《愿景报告》 全球食品创新平台第五期项目甄选火热展开
全球食品创新平台第五期项目甄选火热展开



参与评论